At present, the two-stage parallel shaft rotation structure of the first-class planet is the mainstream model of the megawatt wind power gearbox. In order to evenly distribute the load of the planetary gears, the wind turbine gearbox often adopts the sun gear floating mechanism; in order to increase the floating amount of the sun gear, the sun gear spline needs to be processed into a drum shape; to increase the wear resistance, the megawatt wind power gearbox is increased. Bearing capacity, increased service life and improved reliability, the external spline tooth surface needs to have higher hardness.
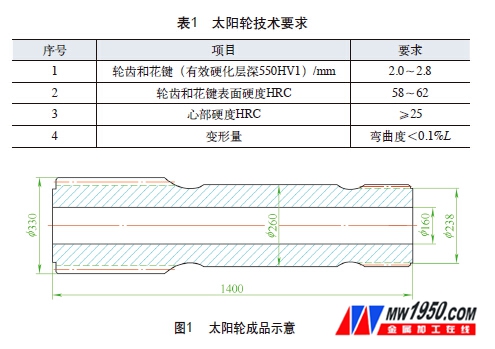
Figure 1 shows a wind turbine gearbox sun gear, material 18CrNiMo7-6, the gear teeth modulus is 14, the spline modulus is 8, the gear teeth and involute splines are required to be carburized and quenched heat treatment, paired with the sun gear to temper The internal spline of the spline sleeve is treated with nitriding. The sun wheel has a length of 1400mm and a shaft diameter of 260mm. The effective hardening depth and hardness requirements of the gear teeth and splines are the same (see Table 1). This requires effective control of the bending deformation of the sun wheel carburizing and quenching heat treatment. The larger the bending amount, the gear teeth The more uneven the spline grinding amount, the more uneven the effective hardened layer depth and the hardness distribution, which will greatly reduce the load capacity of the sun gear and reduce the service life of the gear box.
Process route
The sun wheel carburizing and quenching adopts the welding suspension heat treatment method, and the welding part is determined as the spline shaft end or the tooth shaft end welding. Considering that the pupil may affect the heat treatment deformation, two schemes of pre-heating pupil and hot post-boring are formulated.
Because the gear teeth mesh has both rolling and sliding, and the root is also subjected to the pulsating bending stress, the gear teeth have higher requirements on the contact strength and bending strength, and the splines are in the sliding mode to enter the working state, so The impact is small, the dynamic load is small, as long as there is a load, most of the key teeth can be contacted at the same time, the stress is small, the spline tooth root arc is large, the stress concentration is small, the tooth root bending strength is high, so the tooth contact strength and bending strength The requirement is higher than the spline. Therefore, the process design requires that the final grinding tooth must ensure the common normal of the tooth part, and then the spline is grounded on the basis of the tooth part, and the bending deformation of the sun wheel can be spline grinding uniformity. To reflect.
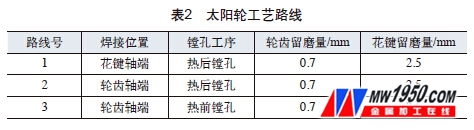
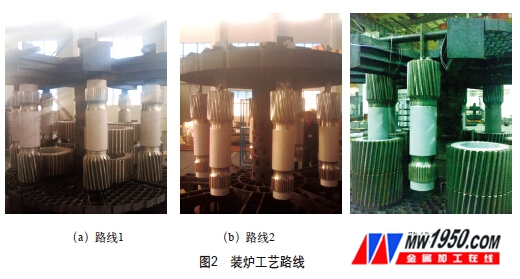
Since the first batch of sun wheels did not know the heat treatment deformation law and the amount of bending before the manufacture of the sun wheel, in order to prevent the black teeth in the spline parts from grinding, the common law line is insufficient, and the process design increases the spline retention amount to ensure the finished spline public normal line. The amount of bilateral grinding after gear teeth and spline hobbing is shown in Table 2, which finally forms the three process routes shown in Table 2 (see Figure 2).
2. Heat treatment process
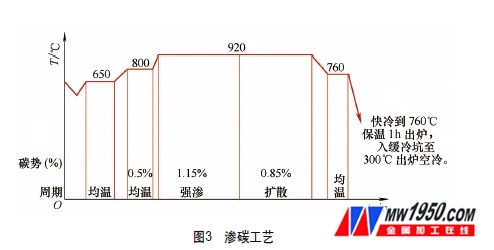
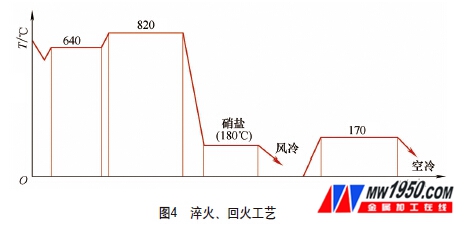
Routes 1~3 are all subjected to the carburizing and quenching heat treatment process shown in Fig. 3 and Fig. 4, and are quenched by salt bath. After the salt bath is cooled, the workpiece is air-cooled in the air. Due to the slow cooling rate in the low temperature stage, the workpiece can be quenched and deformed. .
3. Deformation results and analysis
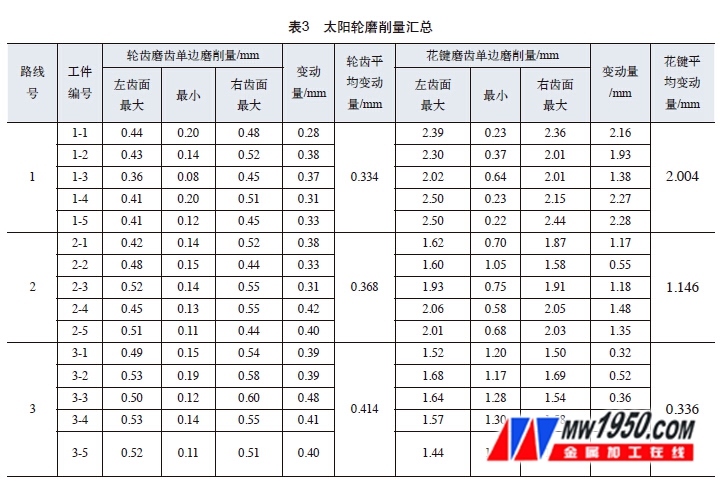
(1) Deformation results The heat treatment deformation of the sun gear can be reflected by the grinding amount of the final tooth and spline (see Table 3). The smaller the deformation of the sun gear, the smaller the grinding grinding variation, the grinding amount The more uniform.
Compared with route 1 and 2, the carburizing and quenching suspension heat treatment, the bending deformation of the welding at the end of the gear shaft is much smaller than that at the end of the spline shaft, indicating that the sun wheel is welded upward with the center of gravity to reduce the heat treatment deformation; Comparing 2 and 3, it can also be seen that the hollow body structure of the boring hole before carburizing is beneficial to reduce the heat treatment deformation.
For 18CrNiMo7-6 carburized steel, it is quenched by salt bath, and the effective hardening layer depth of 3.0mm can ensure the hardness of the carburized zone in the range of 1.8mm from the surface is greater than 58HRC. The hardness of the spline zone after the grinding of the routes 1 and 2 cannot be guaranteed. 100% area is greater than 58HRC, the hardness of the spline after grinding is not uniform; the maximum grinding amount of the spline area of ​​the route 3 is 1.69mm, which can ensure that the 100% area is greater than 58HRC, the gear teeth and splines meet the technical requirements of 58-62HRC, but the flower The effective hardening layer of the maximum grinding amount of the key is lower than the lower limit of the pattern by 2.0 mm, and there is room for optimization of the spline hobbing amount.
It can be seen from the results of the route 3 that the average variation of the unilateral grinding amount of the tooth grinding is 0.414 mm and the average variation of the spline is 0.336 mm, which indicates that the grinding amount of the spline hobbing can be reduced to the grinding amount of the tooth grinding. The value, reducing the amount of grinding can reduce the grinding processing cost, and the process design value of the bilateral hobbing grinding amount is 0.6~0.7mm.
(2) Deformation analysis Vertical free-hanging furnace heat treatment, through the self-gravity in the hot state, the gravity direction is passed through the axis line, no additional stress is generated, and the bending deformation generated during quenching is reduced or even offset, and the self-gravity is used to achieve straightening. The effect of the suspension furnace is obvious for the anti-bending distortion of the heat-treated parts of the elongated shaft.
For the splined sun gear shaft shown in Figure 1, the mass distribution is uneven and the center of gravity is at the gear teeth. The sun wheel suspension system consists of the sun gear body, the welded steel plate, the horizontal mandrel and the mounted tooling frame. The horizontality of the tooling frame and the mandrel and whether the welded steel plate is moderate or not will affect the inclination angle of the axis and the gravity direction. When the carburizing furnace is installed, the absolute perpendicularity of the axis and the horizontal plane cannot be guaranteed. When the inclination angle of the axial line and the gravity direction is large, if the center of gravity of the sun gear shaft is facing downward, the bending force of gravity on the thin neck region of the spline will be greater than the center of gravity of the sun gear shaft, which will cause the bending deformation to increase.
The quenching deformation of the workpiece is the result of the combined action of thermal stress and microstructure stress. The thermal stress generated during quenching cooling is caused by the difference in section temperature during the cooling process. The cooling rate is larger, the larger the section, the greater the thermal stress generated; the tissue stress It is related to the cooling rate of the steel in the martensite transformation temperature range, the workpiece size, and the hardenability of the material. When the workpiece is actually quenched, both thermal stress and tissue stress will be generated in the workpiece. The stress generated on the actual workpiece is the result of the superposition of thermal stress and tissue stress. The workpiece structure directly affects the width and width of the cooling speed zone. If the thick section of the workpiece cools faster, the thin section area cools more slowly, the cooling rate of the workpiece is narrower, the cooling uniformity will increase, and the bending deformation due to uneven cooling will be reduced. small.
The spline sun gear shaft shown in Fig. 1 adopts a solid body structure before heat treatment. Due to the large cross section, it exceeds the hardening limit of 18CrNiMo7-6, incomplete hardenability occurs, the thermal stress characteristics are obvious, and the spline neck area is cooled. The stress evolution with the tooth region is complex, which will affect the depth and stress distribution of the hardened layer, which in turn affects the bending deformation. If the hollow body structure is used before heat treatment, the self-weight will decrease. If the axial line and the gravity direction have a certain inclination angle, the bending force of the sun gear bearing will be smaller than the solid body structure, which is beneficial to reduce the bending deformation; when the hollow body structure is adopted, The wall thickness of the sun wheel axle is 39~50mm, which is in the hardening range of 18CrNiMo7-6. It shows complete hardenability, and the cooling speed of each part of the workpiece is relatively uniform, and the bending deformation is relatively small compared with the solid body structure.
4. Conclusion
The suspension heat treatment of the shaft parts can use the self-gravity to achieve the straightening effect; the wind power spline carburizing sun wheel adopts the gravity center upward welding suspension to reduce the heat treatment bending deformation; the hollow body structure of the boring hole before carburizing is beneficial to reduce the heat treatment Bending deformation.
About the author: Gu Xiaoming, Jiang Weijie, Changzhou Tianshan Heavy Industry Machinery Co., Ltd., Quality Assurance Department.
Can Opener has different design and material such as stainless steel, plastic, rubber or silicone. Can opener is widely use in our life. We have different design of can opener and also suitable for all kinds of can and even with different szie. There are different using way for can opener so you can always choose the right one you wanted.
Can Opener
Automatic Can Opener,Can Opener With Corkscrew,Stainless Steel Can Opener,Can Opener
Yangjiang Huanyu Industry and Trade Co.,Ltd. , https://www.yjhymfg.com